Please note that this website uses cookies. By clicking “Agree” or continuing to browse, you agree to the use of cookies. You can revoke your consent at any time by changing your web browser settings. More about cookies – Cookie Policy.
Go back
Next-Generation UV Mirrors
Next-Generation UV Mirrors
By Kazimieras Petrauskas, 2023
Next steps for UV laser systems
Laser processing plays a critical role in both mass manufacturing and breakthrough innovations. Maximizing production efficiency and enabling future improvements requires application-tailored optical components, so Altechna has developed customized UV low-loss mirrors to meet these needs.
The UV laser market is thriving, being valued at US$227 million in 2021 and projected to grow to nearly US$400 million by 2028. Altechna aims to consolidate its position as a significant player in this area by focusing on the semiconductor and electronics segment, which generates over 75% of the market’s revenue.
While most laser systems produce millisecond to nanosecond pulse lengths, picosecond and femtosecond units are quickly gaining in popularity. Altechna understands that every additional hour of an optical component’s lifetime and increased joule of damage threshold contributes to an important global impact. As a result, we are committed to supporting both current and emerging technologies to meet the industry’s evolving needs.
In real-world conditions, optical components in industrial laser micromachining systems degrade due to constant laser irradiation. The goal is to maximize components’ lifetimes to minimize the downtime caused by maintenance stops. Improving the mirror-coating deposition process is an effective way to achieve this, while advancements in resistance to heating and higher laser-induced damage thresholds (LIDTs) can help improve already-established processes and aid the discovery of new applications. Altechna’s development process for customized low-loss UV mirrors aims to address the common problems in precision micromachining systems.
Even optics get stressed and tired
No laser mirror can last forever. Fatigue or aging of optical components is reflected in a gradual or sudden decrease in LIDT when exposed to a high number of laser pulses that are individually not powerful enough to induce laser damage [1]. This phenomenon depends on many variables and is observed at all wavelengths with any pulse duration, though the exact nature of the fatigue effect is not yet fully understood. Research shows that the aging process is, however, initially related to microcracks, impurities, and defects in the coating or substrate itself [2]. This relationship is especially significant in the UV region.
In real-world conditions, fatigue means that even if the system is operated safely below the optical component’s damage threshold, constant irradiation may cause various existing micro-defects to start acting as absorption or even damage precursors. Therefore, the optical component’s expected lifetime is inversely proportional to the aging effects that occur. The process begins as electrons are excited from metallic atoms due to impurities or defects in the coating, which can then interact with incoming electromagnetic radiation to form color centers [3].
In some cases, these structures further accelerate absorption, potentially worsening spectral characteristics and leading to energy losses. The accumulated laser irradiation might eventually damage the optical component, preventing it from further use and threatening to contaminate the surrounding optical system.
Aside from internal characteristics of optical components that influence aging, such as the purity of the substrate material or the technology used for dielectric film coating, environmental factors can also affect fatigue. This has been confirmed by various experiments showing that air humidity influences stress in multilayer coatings when water molecules get trapped in vacancy defects. The effect is particularly noticeable in dielectric coatings created by electron-beam evaporation that incorporate SiO2 as a low-index material [4], showing that the level of fatigue also depends on the type of coating technology used.
In addition to micro-defects, stresses in the dielectric coating can contribute to aging. Firstly, it affects the flatness of the optical component’s surface. While such stress may have a negligible impact for most applications, in specific cases it must be strictly controlled to avoid wavefront distortion caused by laser irradiation, especially when using large-diameter beams.
Secondly, if the tension is strong, tensile stress can result in the formation of cracks across the films, whereas compressive stress can lead to delamination (Figure 1). In both cases, extra stress makes the coating more prone to laser damage, in addition to the impurities and defects already mentioned.

Figure 1. Types of stress.
The main challenge for manufacturers of UV HR mirrors is to reduce these products’ level of fatigue and sensitivity to environmental conditions. This demand is the driving force behind Altechna’s advanced UV optics, which are prepared using advanced coating technologies to specifically tackle these issues.
Ion beam sputtering
Solving the issues involved with dielectric coating starts with making the right choice of deposition method – which, in this case, is ion beam sputtering (IBS; Figure 2). Using this approach, an ion beam is focused and accelerated towards the target with just enough energy to extract atoms from the material’s surface.
While depositing oxide layers, the coating chamber is additionally filled with oxygen that bonds with metal atoms and is then deposited on the substrate. The most common materials used in the industry for IBS coatings in the UV region are hafnium oxide and silicon oxide, which are used in both standard and next-generation HR mirrors for increased durability.
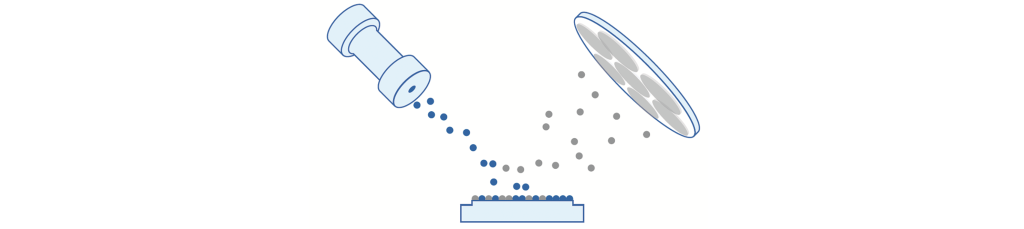
Figure 2. Ion-beam-sputtering technology.
This coating technology is proven to have very high spectral accuracy, enabling it to meet even the most demanding industry and scientific requirements. Sputtered coatings are of very high density, with almost no vacancies compared with other evaporation techniques (Figure 3). That means there is a low chance of fatigue emerging from the accumulation of laser irradiation in vacancy defects.
Likewise, as there are no voids to absorb water vapor, IBS is superior to other coating technologies when it comes to resistance to environmental conditions [5]. Finally, ion-beam sputtering provides the lowest scattering and absorption losses while allowing precise stress control of the dielectric film, thus tackling the main issues described in the aging of UV optics.
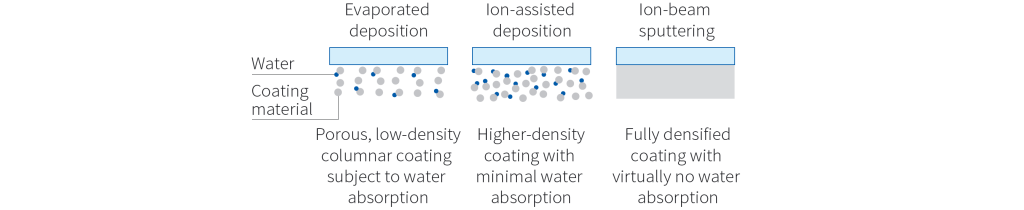
Figure 3. IBS coating density and water-vapor absorption compared to other thin-film coating techniques.
Selecting the right technology and controlling the parameters effectively are, however, only the beginning of problem-solving. Because factors that cause absorption and laser damage are related to pulse length, different coating materials must be chosen to fulfill the laser-damage-limitation requirements of applications at different pulse lengths. It takes significant time and effort to perfect every aspect involved in the coating-deposition process, but Altechna does exactly that to deliver top-of-the-range products for our customers.
Altechna’s research-based choices allow the company to offer different customer-tailored options, including:
- Industrial-grade nanosecond UV mirrors
- Next-generation nanosecond UV mirrors
- Next-generation ultrashort UV mirrors
Solutions for your applications
Industrial-grade nanosecond UV mirrors
Altechna’s industrial-grade UV mirrors (HR: Rs>99.9%, Rp>99.7% at 355 nm and AOI=45°) for nanosecond regimes offer the best quality-to-price ratio in the market. These mirrors are customer favorites, providing LIDT of 3.38 J/cm2 and 4.97 J/cm2 for p and s polarizations respectively (at 355 nm, 5.5 ns pulse duration (FWHM) and AOI=45°), which is more than enough for most applications. Large production quantities are available in a short time, with guaranteed copy-exact repeatability between production batches and attention to each optical component.
Next-generation optics for nanosecond pulses
Standard solutions might not be enough when a longer lifetime and durability are required for the application, and Altechna has that covered too. Our next-generation nanosecond UV optical elements (HR: Rs>99.9%, Rp>99.7% at 355 nm, AOI=45°) boast absorption levels more than two times lower than standard UV mirrors, with reduced absorption crucial for limiting the impact of fatigue and avoiding heat accumulation.
Measurements carried out with laser irradiation at 355 nm and a power of 100 mW, with a 50 kHz repetition rate at a 45-degree angle of incidence indicate a decrease in absorption for s polarization from 210 ppm to 70 ppm, and for p polarization from 425 ppm to 170 ppm compared with standard industrial-grade UV mirrors (Figure 4). In addition to reducing the impact of the aging effect, lower absorption also means reduced heating of the optical element and thus less wavefront distortion of the laser beam, or even avoidance of the thermal-lensing phenomenon.
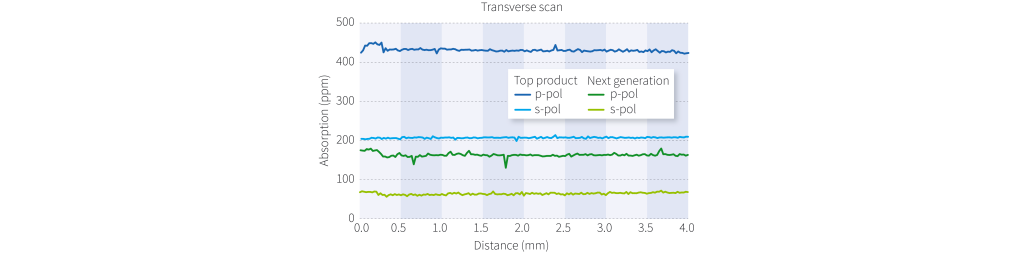
Figure 4. Absorption comparison of industrial-grade and next-generation UV mirrors with p and s polarization.
Improvements to coating processes also result in higher LIDTs [6], which were seen to increase in tests by Altechna from 3.38 to 8.00 J/cm2 for p polarization and from 4.97 to 7.25 J/cm2 for s polarization (Figure 5) when measurements were carried out at a 355 nm wavelength, 5.5 ns pulse duration (FWHM) and 45-degree angle of incidence. The combination of lower absorption and higher LIDTs in the nanosecond regime means that next-generation optical elements can replace standard UV low-loss mirrors used in any laser system and have a significantly better expected lifetime. In addition, they can be reliably used in laser systems that apply even higher laser-irradiation fluences, than those that can be handled by standard ones.
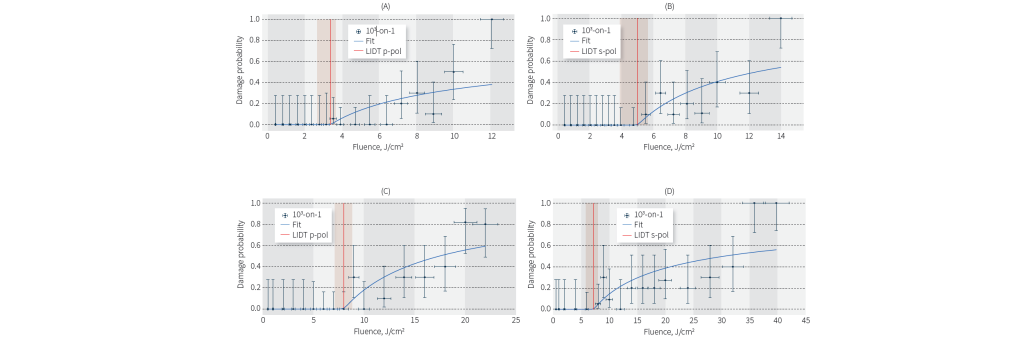
Figure 5. LIDT comparison of Altechna‘s standard industrial-grade UV mirrors (A, B) with next-generation mirrors (C, D).
Next-generation optics for ultrashort pulses
Factors that cause absorption and laser damage are different for nano-second and ultrashort pulses (picosecond, femtosecond, and shorter pulses), so a different approach is required for manufacturing low-loss UV mirrors to work under this pulse regime.
To ensure that these upgrades contribute to an increase in the expected lifetime of optical elements operating under ultrashort pulses, LIDT measurements (343 nm, 1 ps (FWHM), AOI=45°) were carried out using different numbers of incident pulses. As can be seen in Figure 6, damage thresholds relating to HR (Rsp>99.5% @ 343 nm, AOI=45°) coatings for p polarization begin to drop when the number of pulses increases but then stabilize at 10 million pulses with an energy density of 0.719 J/cm2. This trend clearly shows the fluence limit at which optical components can operate without risk of damage.
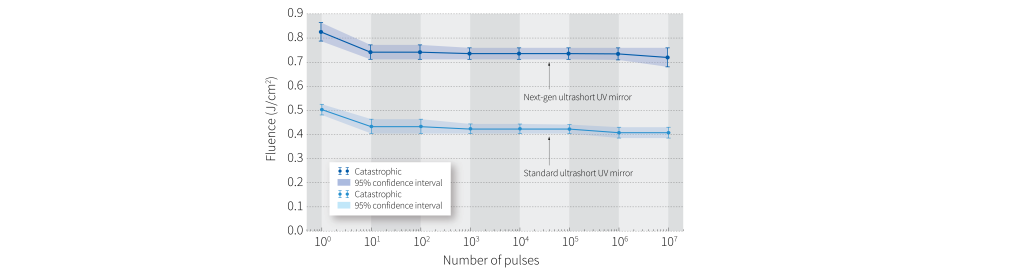
Figure 6. LIDT measurements of next-generation ultrashort UV mirrors compared with our standard ultrashort mirror s.
UV mirrors for your applications
Interested in a solution? Do not hesitate to contact our professional team at [email protected], and we will help you to make the very best choice for your applications.
References
[1] A. E. Chmel, “Fatigue laser-induced damage in transparent materials,” Mater. Sci. Eng. B, vol. 49, no. 3, pp. 175–190, 1997, doi: 10.1016/S0921-5107(97)00138-4.
[2] H. Bercegol and P. Grua, “Fracture related initiation and growth of surface laser damage in fused silica,” Laser-Induced Damage Opt. Mater. vol. 7132, p. 71321B, 2008, doi: 10.1117/12.804419.
[3] J. Heber, C. Mühlig, W. Triebel, N. Danz, R. Thielsch, and N. Kaiser, “Deep UV laser-induced luminescence in oxide thin films”, Appl. Phys. A Mater. Sci. Process., vol. 75, no. 5, pp. 637–640, 2002, doi: 10.1007/s00339-002-1446-0.
[4]. J. F. Anzellotti, Douglas J. Smith, Robert J. Sczupak, and Z. Roman Chrzan “Stress and environmental shift characteristics of HfO2/SiO2 multilayer coatings”, Proc. SPIE 2966, Laser-Induced Damage in Optical Materials: 1996, (13 May 1997); https://doi.org/10.1117/12.274221.
[5] O. Lyngnes, N. Traggis, K. L. Dessau, and C. Myatt, “Coating Technologies for High-Damage-Threshold Optics,” Opt. Photonics News, vol. 17, no. 6, pp. 28-33, 2006, doi: 10.1364/opn.17.6.000028.
[6] Testing conducted at Lidaris JSC .